
钢板厚度检测,采用自动化的测量设备,能实现实时检测板材厚度的目的,为钢板测量带来便利,钢板分为热轧、冷轧,本文介绍了可应用于钢板厚度热轧和冷轧的几种测厚仪。
激光测厚仪
激光测厚仪由上、下两个对射的激光测头组成,其基本测量原理如下图“测量原理图”所示。图中激光测头1和激光测头2以固定间距A相对布置,工作时激光测头1发射一束激光照射被测物的下表面,下表面光斑的漫反射光再返回到激光测头1内的CMOS或CCD芯片上,通过对CMOS或CCD芯片上光斑的位置分析和计算,可以得到激光测头1到被测物下表面的实际距离B1;同理可以得到激光测头2到被测物上表面的距离B2。用两个测头之间的间距A减去两个测头到被测物上下表面的距离B1、B2即可得到被测物的厚度H。
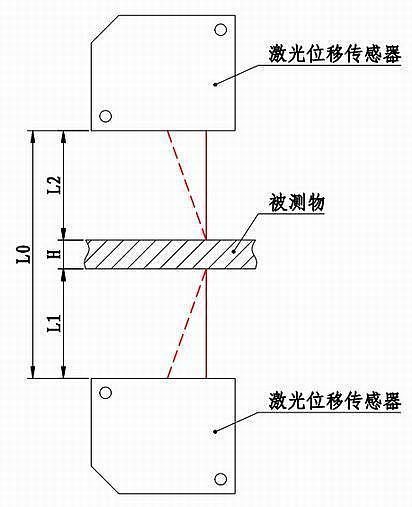
测量原理图
激光测厚仪又可分为接触式测厚仪与非接触式测厚仪,多点测厚仪与扫描式测厚仪。
接触式测厚仪,更适合冷轧钢板厚度检测。
测厚仪的测量单元是采集板材厚度尺寸的单元,其主要功能是利用接触式传感器采集与板材厚度相关的电信号并将其传输到控制盒。测量单元与控制盒之间由电源线和数据线连接。
工作过程如下:
C形架是测量单元的支撑结构件,在C形架的下方设置有下方传感器和可以在导套内上下滑动的下压轮支杆,支杆上设置下压轮。当没有板材通过时下压轮用弹簧顶起至极限高度,板材通过时下压轮被板材压下,压下的距离通过下压轮支杆传递至下方传感器。上压轮及上方传感器的工作过程与下压轮相同,通过对上、下两个传感器移动距离的计算,即可得到板材的厚度尺寸。
由于测厚仪测量的板材厚度尺寸范围较大,为了保证板材顺利通过两个压轮中间而不会撞坏测厚仪,上压轮设置为可以自动提升高度的结构。提升方法是通过步进电机驱动丝杠使与丝母连接的上支撑臂提升或下降,进而带动上支撑臂前端导套内的上压轮支杆上升或下降。上压轮支杆上升或下降的距离也将传递到上方传感器内,所以上压轮上升或下降后不需要对测量单元进行校准即可进行精确测量。
非接触式测厚仪 ,对冷轧、热轧测厚仪均适用。其测量原理如激光测厚仪原理所示,该种测厚仪不接触时被测物的表面,实现无损检测。可安装于钢板的生产线上,实时在线检测,并将测量数据以数字的方式实时显示于显示屏上。
多点式测厚仪
多点式测厚仪,是在激光测厚仪的支架上设置多组激光测头,从而测量多个点的钢板厚度尺寸,多点式测厚仪测量点数是定制的,其间距也根据钢板的需求进行不同分布测量。
扫描式测厚仪
扫描式测厚仪是将一组激光测头(如需要可定制为多种测头),安装在可进行往返运动的支架上,支架由步进电机驱动,可连续不间断的做往返运动,从而带动激光测头进行运动,实现扫描式测量,从而实现横向覆盖式的测量。
总而言之,钢板的厚度检测可以采用以上几种测厚仪进行检测,1没有辐射污染,2测量精度高,可为钢板厚度测量提供实时的数据依据。
(来源:网站,版权归原作者)

 津公网安备12010102000950号
津公网安备12010102000950号