从原理上进行分析和阐述
在这里,我们指的飞秒激光是指脉宽为1-1000 fs(1 fs=10-15s)的激光,其他激光是指脉宽大于1000 fs(1 ps)的脉冲激光或连续激光。
激光加工过程中需要考虑激光的波长、能量(或功率)、脉宽、频谱、脉冲频率、偏振、相位等因素,同时还要考虑聚焦系统以及扫描速度和方向,被加工对象物质的组成、结构和形态,甚至是物质所处的环境条件如温度和气氛。
脉宽是其中一个非常重要的具有普遍影响的激光参数。飞秒激光也主要是指现在用得较多的钛宝石以及Yb3+掺杂晶体和光纤激光器为主,波长在1 μm附近的近红外的飞秒激光。
飞秒激光系统昂贵
飞秒激光现在已开始用于切割、钻孔、焊接、打标、剥离、修复等加工领域。但目前实际应用较少,原因是飞秒激光的价格比长脉冲激光和连续激光要贵很多。
飞秒激光贵的原因主要有:
1)根据傅里叶变化关系,要产生超短飞秒脉冲必须具有宽光谱的增益介质,增益介质的带宽决定了最终能实现的脉宽。
2)飞秒激光脉冲一般需要通过锁膜技术来实现,激光系统比较复杂。
飞秒激光特性
飞秒加工有不少优势,首先体现在精度高。
飞秒激光由于其脉宽很短,较低的脉冲能量就可以获得较高的峰值功率(脉冲能量/脉宽),当用物镜等进一步聚焦到材料时,由于焦点附近能量密度很高,能引起各种强烈的非线性效应。
激光加工可以认为是一种激光诱导反应,原理上分为诱导分子振动和电子激发。前者是热反应,后者与构成物质的原子外壳层电子关联的化学键相作用。近红外飞秒激光加工通过多光子过程,实现有空间选择性的微观结构操控,而不影响表面结构,这是飞秒激光加工的另外一个优势。
一般情况下,在激光辐照下,电子吸收光子被激发的时间在fs范围(脉冲作用过程中),随后发生电子-声子耦合,能量传递至晶格与晶格达到热平衡的时间在几个到几十ps量级。热扩散、材料熔融的时间尺度随着材料的不同而有所区别,基本在几十到几百ps的时间量级。材料表面烧蚀形成的时间为几百ps到ns不等。
在纳秒及皮秒激光作用下,电子气中沉积的激光能量在激光脉冲照射材料的时间内就传给晶格,从而引起材料的加热、熔化甚至烧蚀,过程中热效应的作用明显。正是由于飞秒激光的高精度和“冷加工”特性,它可以广泛应用于微电子、航空航天等工业领域,也应用于医疗,如近视眼矫正、脑科手术等。
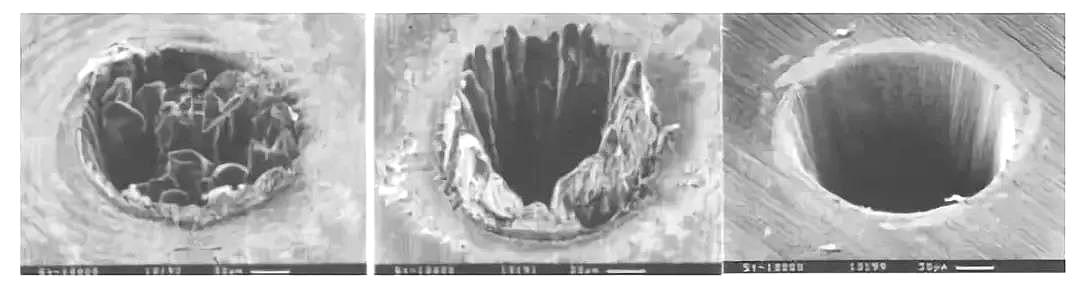
不同脉宽激光在100 μm厚的不锈钢薄片上打孔的效果
飞秒激光作用于金属时,由于飞秒激光的脉冲宽度小于电子-声子相互作用的时间尺度,电子吸收的激光能量来不及传给离子就结束了。所以电子的温度很高而离子的温度还很低,飞秒激光烧蚀金属是一个非平衡烧蚀。双温模型和改进的双温模型表明晶格的温度变化跟晶格热传导和电子-晶格耦合有关。在高强度(≥1014W/cm2) 飞秒激光的作用下,材料的电离完成于脉冲作用时间(~100 fs)结束前,此时金属和介质的烧蚀机理是一样的。
飞秒激光是冷加工,其实是一个误解
飞秒激光加工还与激光脉冲频率有关。当将众多的飞秒激光脉冲串起来准连续的脉冲阵列也就是脉冲频率很高时,飞秒激光加工的剩余热会产生热累积效应。控制重复频率则有望实现兼具飞秒激光和长脉冲或连续激光特征的多光子吸收和热效应共存的三维结构制备,进一步拓展形成微纳结构的种类与材料的功能。
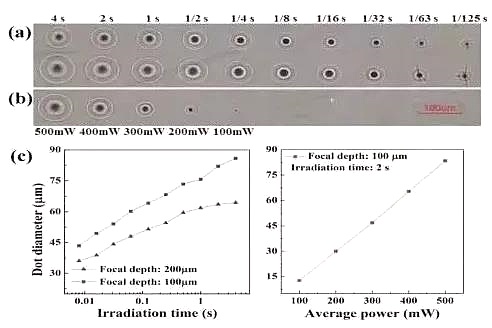
飞秒激光在碲酸盐玻璃样品中诱导的热影响区域
上图是250 fs, 800 nm, 500 kHz飞秒激光在碲酸盐玻璃样品中诱导的热影响区域的光学照片。诱导的结构呈现明显的热效应,结构随照射时间明显增大。
飞秒激光与材料相互作用过程中,光子加热电子(<1ps)和电子—声子耦合的时间尺度(ps)远小于热扩散的时间尺度(>0.1ns),这样激光加工的剩余热会产生一个热场。对于低重复频率飞秒激光,由于脉冲之间的间隔时间较长,在下一个脉冲到达材料的时候,激光聚焦区域的温度已经下降到环境温度。而对于高重复频率飞秒激光,由于其脉冲之间的间隔时间较短,当这个时间短于激光照射产生的热场扩散所需的时间的时候,下一个脉冲到达样品时,前一个脉冲产生的热场还没有完全消散,就会导致热量的累积作用。而随着照射时间的延长,激光脉冲数量的增加,激光聚焦区域的温度会逐渐升高,直至到达动态平衡。高重复频率飞秒激光照射过程中产生的热场虽然会增大激光诱导微纳结构的尺寸,但它对某些微纳结构的形成也是至关重要的。
(来源:网络,版权归原作者)

 津公网安备12010102000950号
津公网安备12010102000950号